Technologie svařování MMA
Obloukové svařování obalenou elektrodou - MMA
Jako u všech metod ob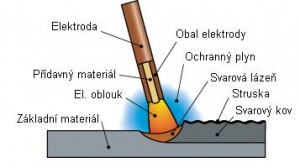 loukového svařování se dociluje roztavení základního a přídavného materiálu - hořením elektrického oblouku právě mezi základním materiálem resp. svarovou lázní a tavící se obalenou elektrodou. Během hoření oblouku se elektroda odtavuje, kov se ukládá do svarové lázně a tím dochází k vytvoření svarového spoje. Z obalu elektrody se během svařovacího procesu tvoří struska, která vyplave na povrch svarové lázně a na něm také ztuhne. Struska slouží jako ochrana při chladnutí svarového kovu. Strusku je nutné velmi dobře odstranit, zvláště pokud bude kladena další vrstva svarových housenek. Při nedokonalém odstranění strusky dojde k zalití strusky následujícími vrstvami svarového kovu - tím se vytvoří nepřípustné vady ve svarovém kovu, tzv. vměstky.
loukového svařování se dociluje roztavení základního a přídavného materiálu - hořením elektrického oblouku právě mezi základním materiálem resp. svarovou lázní a tavící se obalenou elektrodou. Během hoření oblouku se elektroda odtavuje, kov se ukládá do svarové lázně a tím dochází k vytvoření svarového spoje. Z obalu elektrody se během svařovacího procesu tvoří struska, která vyplave na povrch svarové lázně a na něm také ztuhne. Struska slouží jako ochrana při chladnutí svarového kovu. Strusku je nutné velmi dobře odstranit, zvláště pokud bude kladena další vrstva svarových housenek. Při nedokonalém odstranění strusky dojde k zalití strusky následujícími vrstvami svarového kovu - tím se vytvoří nepřípustné vady ve svarovém kovu, tzv. vměstky.
Technologie MMA se využívá zejména pro svařování ocelových konstrukcí, tlakových nádob nebo v lodním průmyslu. Při práci s vyšší sériovostí je třeba použít svařovací procesy, které jsou snadněji mechanizovatelné (např. MIG/MAG). Metoda je použitelná na svařování běžných uhlíkových ocelí, nerezových ocelí, litiny, hliníku (hliníkových slitin), niklu (niklových slitin) a mědi.
Zdrojem pro svařování může být střídavý (AC) zdroj - např. trafo, nebo stejnosměrný (DC) zdroj - např. invertor. Dle typu obalu (bazický, rutilový) se elektroda připojuje buď ke kladnému (+) pólu zdroje (elektrody s bazickým obalem), nebo k zápornému (-) pólu zdroje (elektrody s rutilovým obalem).
Výhody metody MMA:
- zařízení pro MMA je relativně jednoduché a přenosné

- metoda nevyžaduje připojení k externímu plynovému zařízení (tlaková láhev)
- proces je relativně nenáchylný na povětrnostní podmínky jako např. odfouknutí plynu
- různorodá použitelnost v oblasti druhů materiálů (uhlíková ocel, slitiny, nerez, litina, hliník atd.)
- možnost svařování v polohách
Nevýhody metody MMA:
- nutnost odstranění strusky z povrchu materiálu
- nízká produktivita z hlediska častých výměn elektrod
- metoda není vhodná na povrchově upravené materiály jako Ti, Zn
- metodu nelze aplikovat na reaktivní prvky
Kam lze pokračovat?
Produkty související se sekcí
Zeptejte se nás




















